
Review: Kudo Bean
Der Kudo Bean war auch ein Kickstarter-Projekt. Die Kampagne lief 2017 und der Drucker sollte voraussichtlich im Januar 2018 ausgeliefert werden. Das Ziel von Kudo war, einen kleinen Desktop SLA Drucker zu entwickeln.
Stereolithographie
Die Stereolithographie ist eines der ältesten Verfahren in der additiven Fertigung. Bereits in den 80er wurden die ersten additiven Verfahren (Heute sagt man 3D-Druck) entwickelt. Zwei Firmen haben sich dabei einen Wettstreit geliefert. Stratasys, eher bekannt durch FDM und 3D-Systems von Chuck Hull, der Erfinder der Stereolithographie. Er gilt heute als Vater des 3D-Drucks.
Beim klassischen SLA (Stereolithographie) – Verfahren wird ein Druckbett in einem großen Tank mit Polymerharz (Resin) mit einem UV-Laser belichtet. Im Harz sind Monomere enthalten, die bei Belichtung mit einer bestimmten Wellenlänge zerfallen und so eine Polymerisation auslösen. Durch UV-Licht kann man also Kunststoff aus mehreren Komponenten aushärten. Dies wird auf einer extrem dünnen Schicht gemacht (0,0x mm). Auch die Genauigkeit pro Schicht ist extrem hoch, da nur der Durchmesser des Laserstrahls für die Plastifizierung sorgt. Wenn eine Schicht ausgehärtet ist, wird das Druckbett ein Stückchen (entsprechend der gewünschten Schichtdicke) in den Tank abgesenkt und die nächste Schicht kann belichtet werden. So entstehen Schicht für Schicht dreidimensionale Objekte. Am Ende des Druckvorgangs wird das gesamte Druckbett wieder angehoben und das fertige Modell erhebt sich aus dem Tank. Das überschüssige Resin kann in den Tank zurückfließen.
Durch Additive (Beimischungen) im Harz kann man die Objekteigenschaften (z.B. Farbe, Steifigkeit) gezielt beeinflussen.
Nach dem Druckvorgang kann man die 3D-Modelle nachträglich weiter aushärten, in dem man in einer Box mit UV-Licht weiter belichtet. Natürlich muss die Wellenlänge hier zu der des Lasers passen.
Bottom-Up
Durch das Auslaufen der Hauptpatente für die Stereolithographie wurde es für Maker und StartUps (wie Formlabs) möglich, die Technik weiter zu entwickeln. Ein beliebter Ansatz für Desktop SLA-Drucker ist der Einsatz von Projektoren.
Anfänglich wurden handelsübliche Beamer von Makern einfach mit einer neuen Lichtquelle im Ultravioletten-Spektrum ausgestattet. Doch ein bewegliches Druckbett in einem sonst wasserdichten Tank ist eine technische Herausforderung. Die Lösung: Man stellt den Prozess auf den Kopf: In den meisten SLA-Druckern wird nun von Unten in den Tank geleuchtet. Das Druckbett taucht von Oben in das Resinbad ein und berührt bei der ersten Belichtung fast den Boden des Beckens.
Beamer oder Laser
Der Beamer projiziert nun einen Querschnitt des Modells, der der gewünschten Schicht entspricht. Das hat den Vorteil, dass man immer eine ganze Schicht gleichzeitig belichten kann. Also macht es für die Dauer des Druckauftrages keinen Unterschied ob man ein oder mehrere Objekte im Druckraum herstellt.
Anders jedoch bei Lasern. Je nach technischem Konzept wird der Laser entweder wie bei einem Lasercutter über zwei Achsen bewegt. Diese Variante ist die Langsamste, da hier tatsächlich viel Weg zurück gelegt werden muss. Der Laser muss ja das innere sozusagen Schraffieren um Flächig zu belichten.
Eine andere Variante ist die Ablenkung des Laserstrahles über einen Scanner. Das sind zwei Spiegel die mit Spezialmotoren um ihre Achsen gedreht werden. Der eine Spiegel sorgt für die Auslenkung auf der X-Achse, der andere für die Y-Achse. Hier muss man viel mit dem Sinus-Satz arbeiten und die Winkel der Spiegel zu jeder Zeit exakt kontrollieren. Ein Laser-Scanner ist zwar deutlich schneller als den Laserstrahl mit beweglichen Rahmen zu verfahren, jedoch macht ein Projektionssystem bei größeren Flächen auch hier das Rennen.
LCD-Filter
Der Bean hat noch eine andere Methode. Es wird ein LCD-Modul als Filter eingesetzt. LCD-Screens funktionieren mit einer Flüssig-Kristall-Matrix (also viele kleine Zellen, die mit einer speziellen Flüssigkeit gefüllt sind) und elektrischen Leitungen dazwischen. Mit kleinen Ladungen kann man nun Pixelgenau (Jede Kammer entspricht einem Pixel) die Flüssigkeit steuern, dass sie Lichtdurchlässig oder Undurchlässig wird. Auch die Brechung des Lichtes lässt sich beeinflussen. So werden die Farben gesteuert. Wo also nicht Belichtet werden soll, wird das Display einfach auf Lichtundurchlässig gesetzt, der Rest lässt das UV-Licht durch.
Das Resinbecken
Wenn wir in einem Resinbecken von unten Belichten, haftet der plastifizierte Kunststoff nicht nur am Druckbett, sondern auch am Beckenboden. Die Entwickler haben hierfür verschiedene Lösungen entwickelt. Die gängigste Lösung ist der Einsatz von Teflon-filmen als Boden, denn so ist er flexibel. Wenn das Druckbett hochfährt, wird die ausgehärtete Schicht einfach vom Boden abgezogen. Dieser verzieht sich dabei natürlich ein Wenig, aber sobald die Schicht getrennt ist, legt er sich wieder auf den Bildschirm ab. In der Praxis treten hierbei aber auch Schwierigkeiten auf, da die Kraft zum Abziehen des Druckes je nach Größe der belichteten Fläche schon sehr groß werden kann. Auch muss ein ordentlicher Weg in der Z-Achse zurück gelegt werden. Manchmal passiert es, dass die letzte belichtete Schicht am Boden kleben bleibt und sich der Druck stattdessen vom Druckbett löst. Oder dass der Motor nicht stark genug ist um die erforderliche Kraft zum „Peeling“ aufzubringen. Dann verklebt der Druck sozusagen beide Oberflächen miteinander.
Der Teflon-film (FEP-Film) nutzt sich leider mit der Zeit ab, was bedeutet dass man ihn ab und zu mal Wechseln muss. Man kann die Druckobjekte immer mal an eine andere Stelle setzen um die Lebensdauer zu verlängern.
Eine andere Lösung ist der Einsatz einer Membran als Boden, die dafür sorgt, dass es in der nähe des Bodens nicht zur plastifizierung kommt. Wie eine Art Luftkissen gibt es eine Trennschicht zwischen Harz und Membran. So spart man sich den Peeling-Aufwand und kann sogar nahezu kontinuierlich drucken.
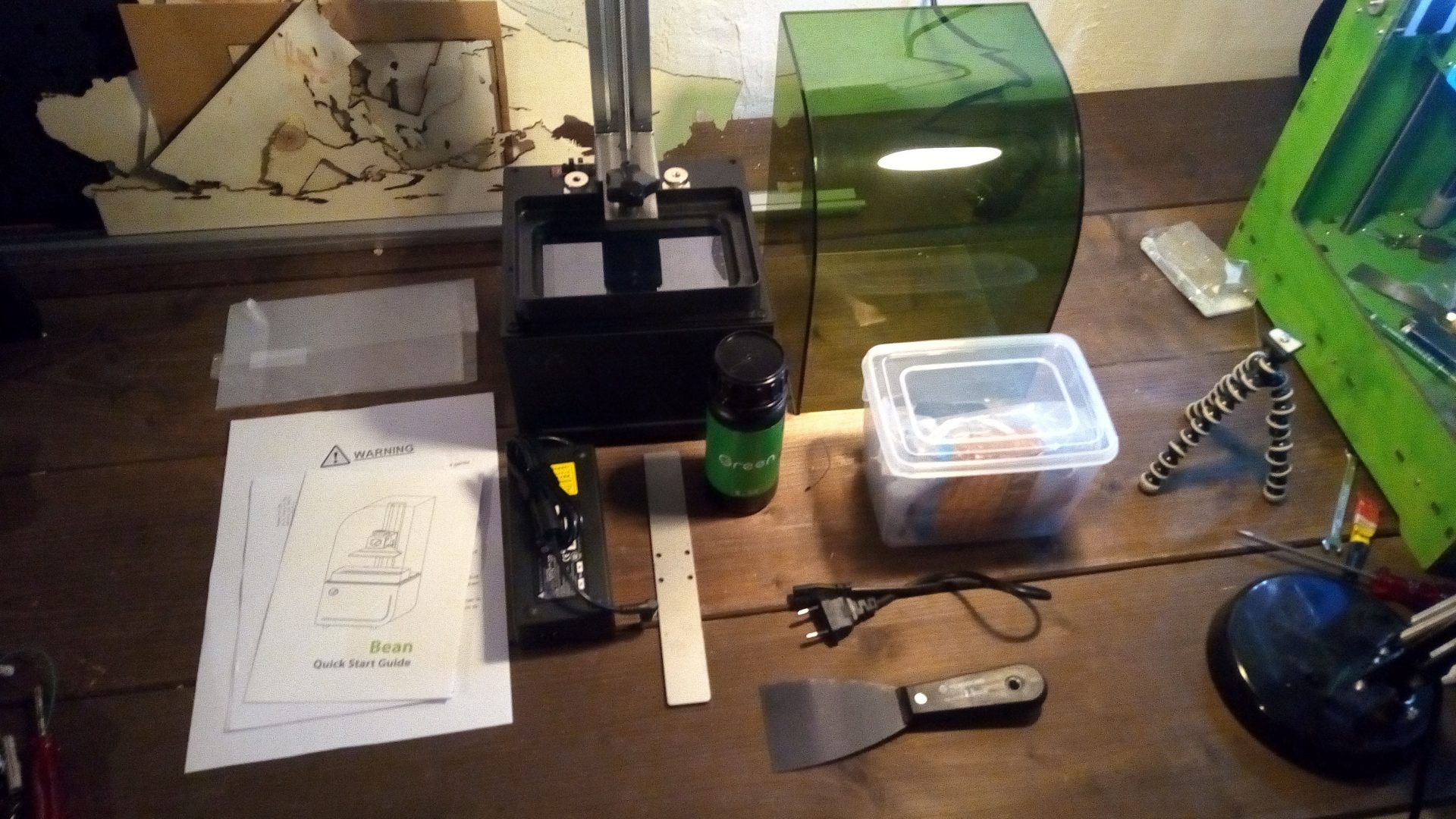
Der Drucker
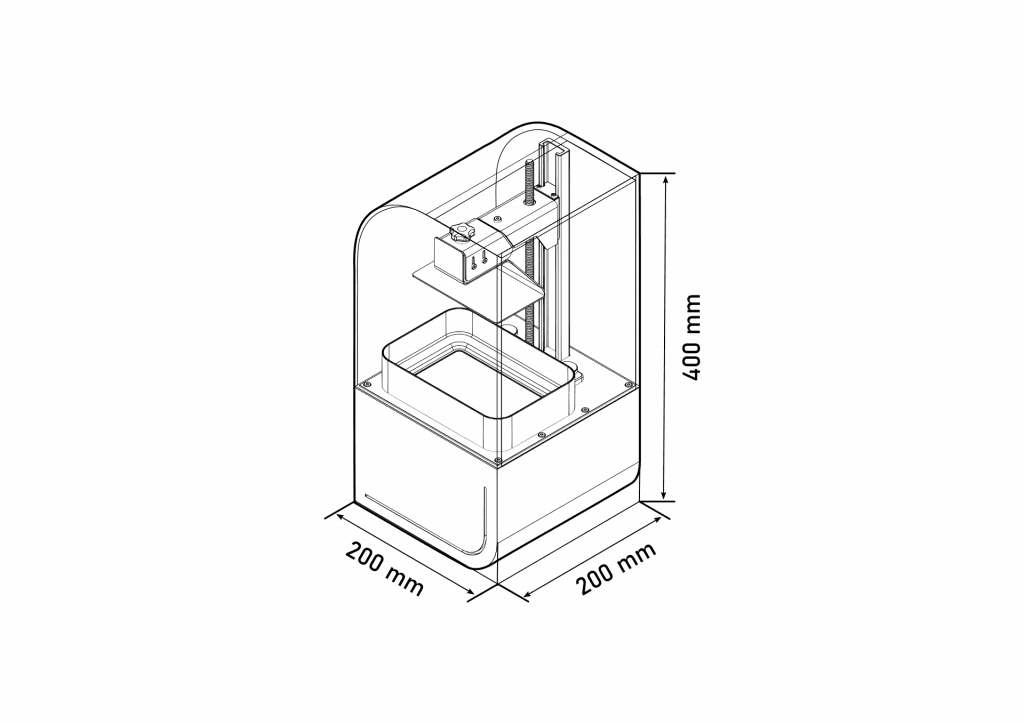
Der Bauraum des Kudo Bean von 120 x 69 x 150 mm reicht für die meisten Figuren völlig aus. Ich hatte Glück und war einer der ersten 200 Backer (Unterstützer) des Projektes und konnte den Drucker so für kleines Geld bekommen. Natürlich gab es immer noch das Risiko, dass das Projekt schiefgeht, aber in meiner bisherigen Kickstarter-Zeit ist nur ein einziges Projekt (Kraftwerk) nicht erfolgreich gewesen. Ihr bekommt beim Bean also:
- 1x Desktop LCD SLA 3D Drucker
- 1x Resinbehälter mit auswechselbarem Teflonfilm am Boden.
- 1x Selbstausgleichendes, federgelagertes Druckbett
- 2K LCD Panel
- 405 nm LED (ultraviolett)
- Leistungsbedarf: ca. 50W
- Webinterface (genauer gesagt ein modifiziertes Octoprint)
- 2x Einweghandschuhe
- 1x Reinigungsbehälter
- 1x Lagerungsblech
- 1x Spachtel
- 1x Gummispachtel
- 10x FEP-Film
- 1x 250ml Resin (Grün)
- XY- Auflösung: 50 μm
- Z- Auflösung: 10 μm
- Druckraum 12.1 cm (Breite) x 6.8 cm (Tiefe) x 15 cm (Höhe)

Das Gehirn des Kudo Bean ist ein Raspberry Pi 3B+ mit einer 32 GB SD-Karte auf der eine von Kudo3D angepasste Version von Octoprint läuft. Dieser steuert einen Arduino Mega, welcher wiederum ein Ramps 1.6 Board steuert. Da wir nur einen Schrittmotor für die Z-Achse betreiben und sonst keine beweglichen Teile haben, ist auch nur ein Motortreiber aufgesteckt. Das LCD-Display wird im Prinzip über den HDMI Ausgang des RaspberryPi gesteuert. Außerdem gibt es noch ein paar Spannungs- und Signalwandler.
Resin
Das UV-Polyermharz (auch Resin genannt) von Kudo3D ist relativ teuer. Da es aber mittlerweile auch von Elegoo, Anycubic und Prusa fast Baugleiche Drucker gibt, kann man Harze für den gleichen Wellenlängenbereichen auch von diesen Anbietern beziehen. Nachdem der mitgelieferte Vorrat leer war, habe ich mir von Elegoo das klare Resin gekauft.
Erster Druck
Slicen
Wie auch bei anderen 3D-Druck-Verfahren (z.B. FDM mit dem Anycubic i3) muss man die Daten vorbereiten. Dieser Prozess wird Slicing genannt, da man das 3D-Modell in Schichten (Eng.: Slice) zerteilt. Dazu nutze ich ich den Prusa Slicer oder Chitubox. Im Gegensatz zu FDM-Druckern brauchen wir hier aber zusätzlich zum GCode auch Bilddateien. Jeder Querschnitt (also jede Schicht) wird in einem Schwarzweißbild in einer Zip Datei abgelegt. Hier ist die Nummerierung wichtig, da je nach Firmware anders sortiert wird. Dazu gibt es für Chitubox ein Plug-In, welches die Zählweise der Bean berücksichtigt. Das Plug-In gibt es <hier/>. Im GCode sind hier dann nur Befehle für die Z-Achse, sowie für die Belichtungszeiten zu finden.
Support
Auch das Stützmaterial wird beim SLA Druck ein wenig anders gehandhabt als beim FDM Druck. Wir erzeugen hier keine großflächigen Gebilde sondern eher eine Art Gerüst, welches das Modell nur dezent Berührt. Chitubox kann diese automatisiert erstellen aber auch eure Parameter dabei berücksichtigen. Ungewünschte Stützen können auch von Hand entfernt werden.
Manchmal passiert es, dass Stützen im inneren des Modells benötigt werden. Bei transparenten Drucken ist das natürlich nicht so schön. Also kontrolliert eure Daten vor dem Drucken noch einmal!
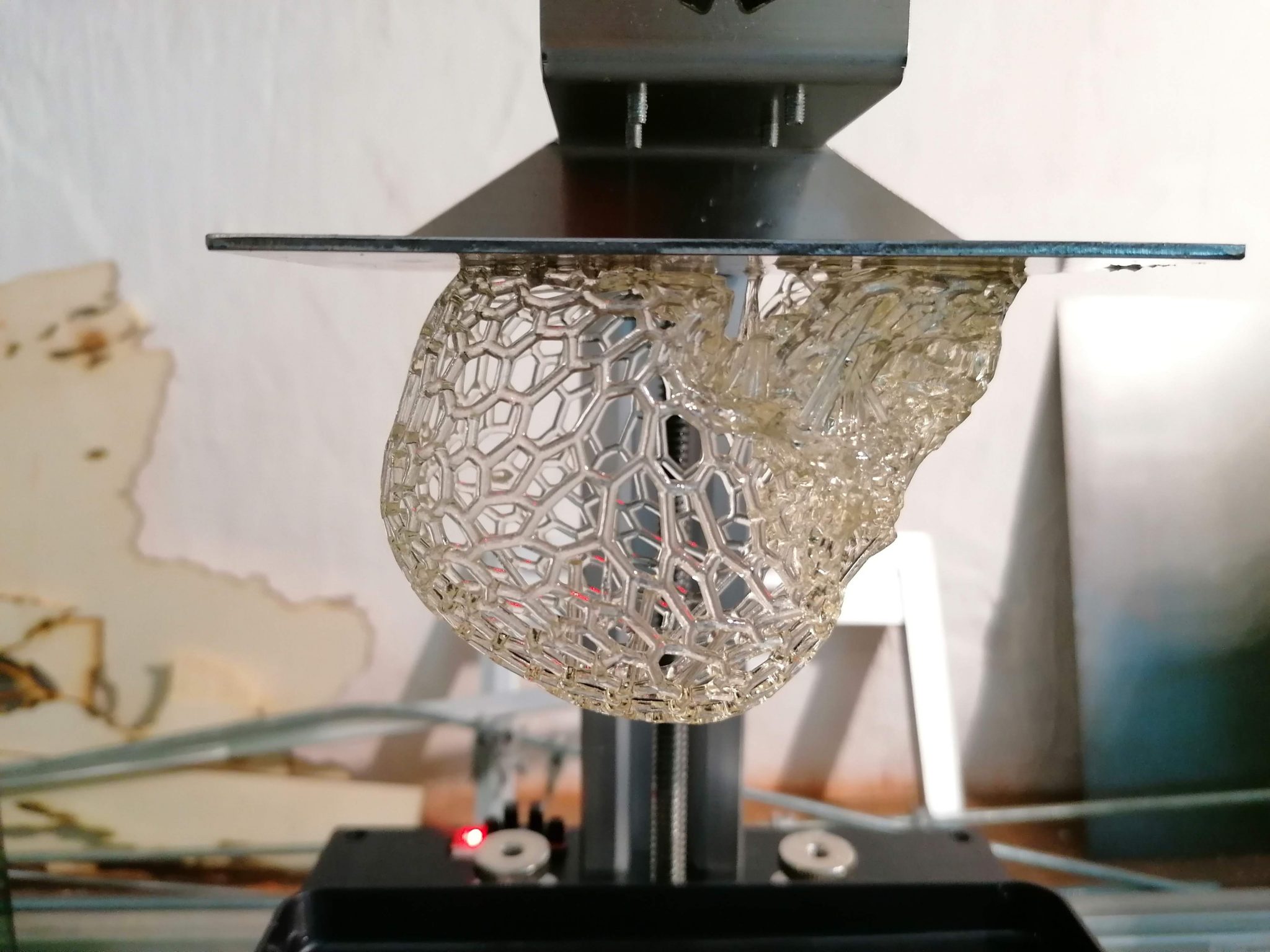
Öffnungen
Da wir das Modell aus der Flüssigkeit herausziehen, ist es wichtig keine Geometrie zu produzieren, die wie Saugnäpfe funktioniert. Daher sollte man die Orientierung des Modells gut wählen. Man kann auch Löcher in das Modell schneiden um solchen Effekten vorzubeugen. Außerdem muss Sichergestellt werden dass ungehärtetes Harz aus dem Inneren des Modells herauslaufen kann. Das macht allein schon Sinn um Material und damit auch Geld zu sparen. Also druckt eure Modell einfach mit einer dünnen Wandstärke statt als Vollkörper. Die beiden Slicer können eure .STL Daten wunderbar Aushöhlen. Auch die Funktionen zum Erzeugen der Stützstrukturen und schneiden der Öffnungen sind integriert.
Belichtung
Für die Prozessparameter der Resins habe ich selbst nur sehr wenig Erfahrung und habe mich dabei auf die Presets verlassen, was bisher immer Wunderbar funktioniert hat.
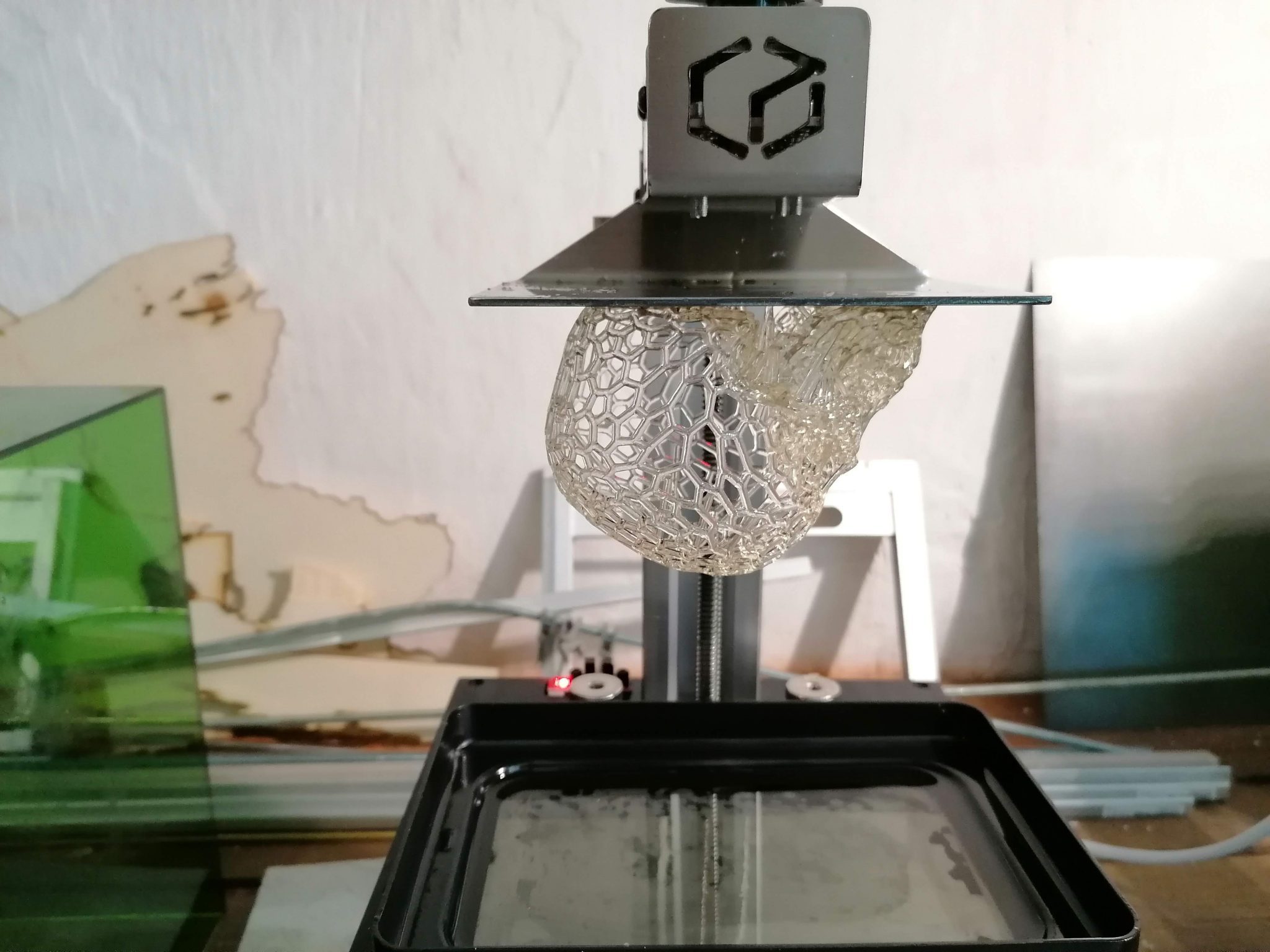
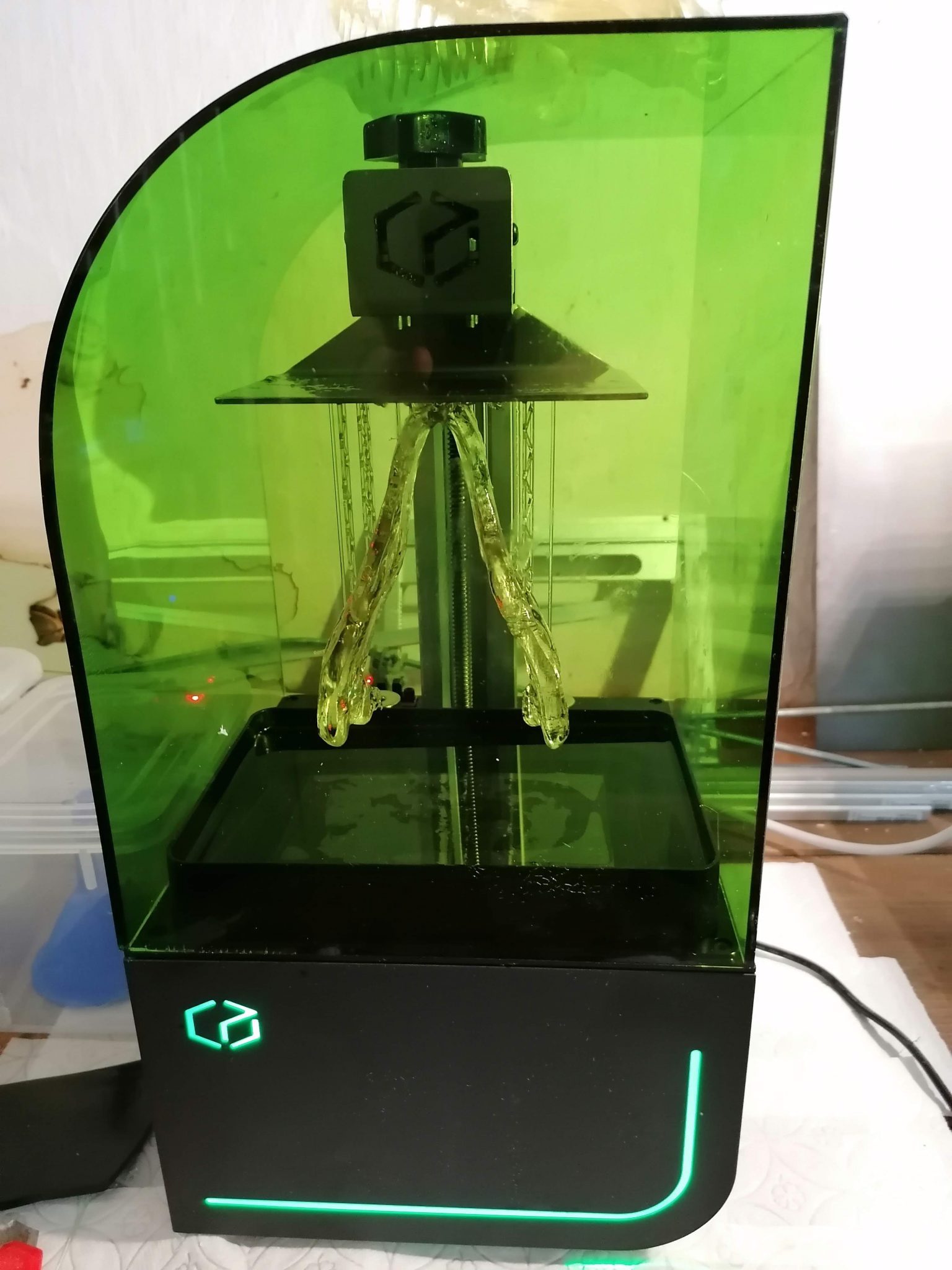
Der Bean kommt mit einer vorbereiteten Datei aus Thingiverse, die ich direkt mal gedruckt habe.

Sorry für die schlechte Bildqualität…. Ich habe kein besseres mehr gefunden.


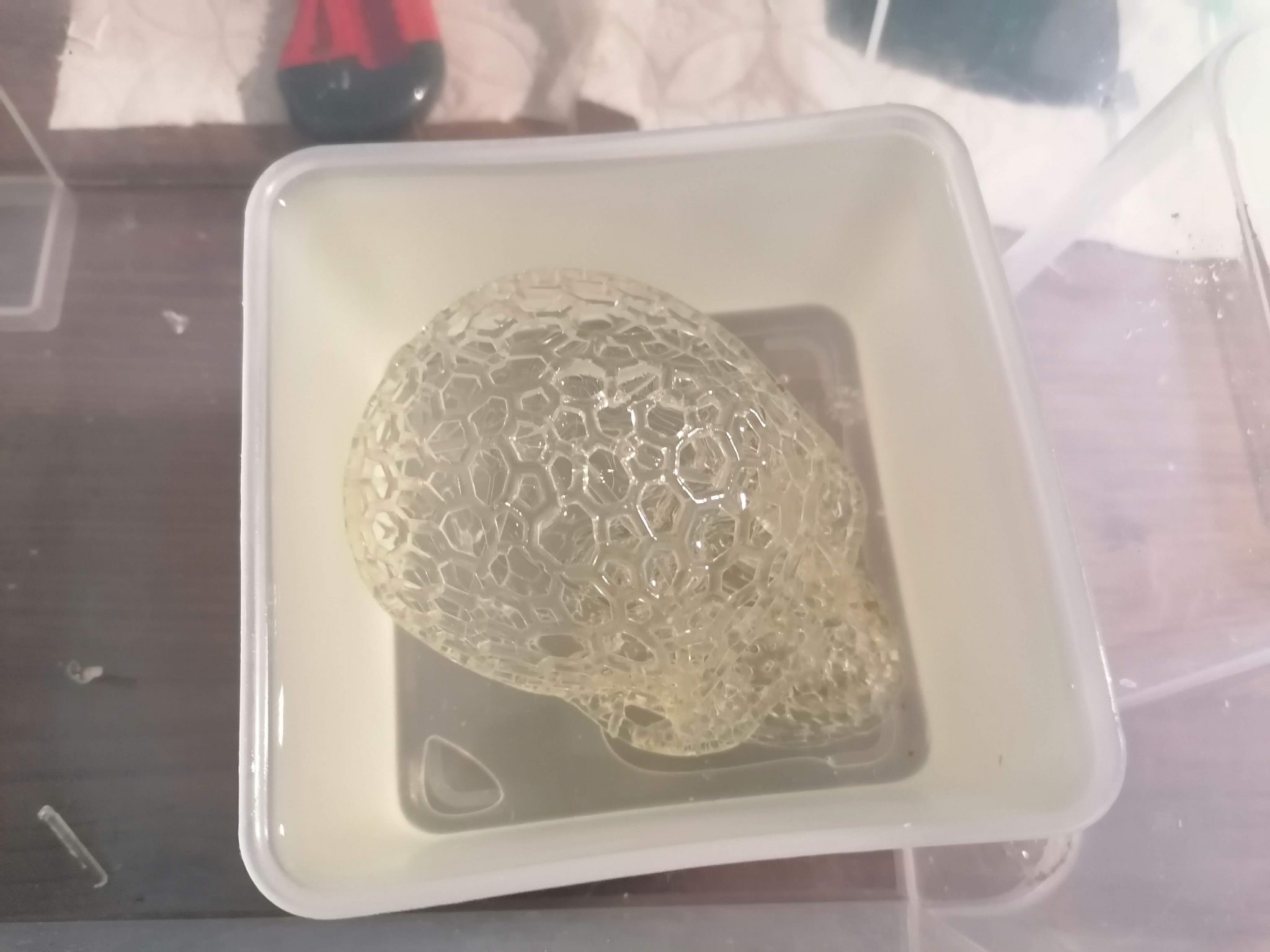
Post-Processing
Wenn man den Druck aus dem Drucker entnommen hat, kommt er in ein Bad mit Isopropanol um überschüssiges Resin abzuwaschen. Hierzu kann man beim Bean einfach die dicke schwarze Rändelschraube lösen und das Druckbett abnehmen. Nun könnt ihr das Modell mitsamt Druckbett in das Bad eintauchen. Zur Aufbewahrung ist dieses Blech mit den vier Löchern gedacht.
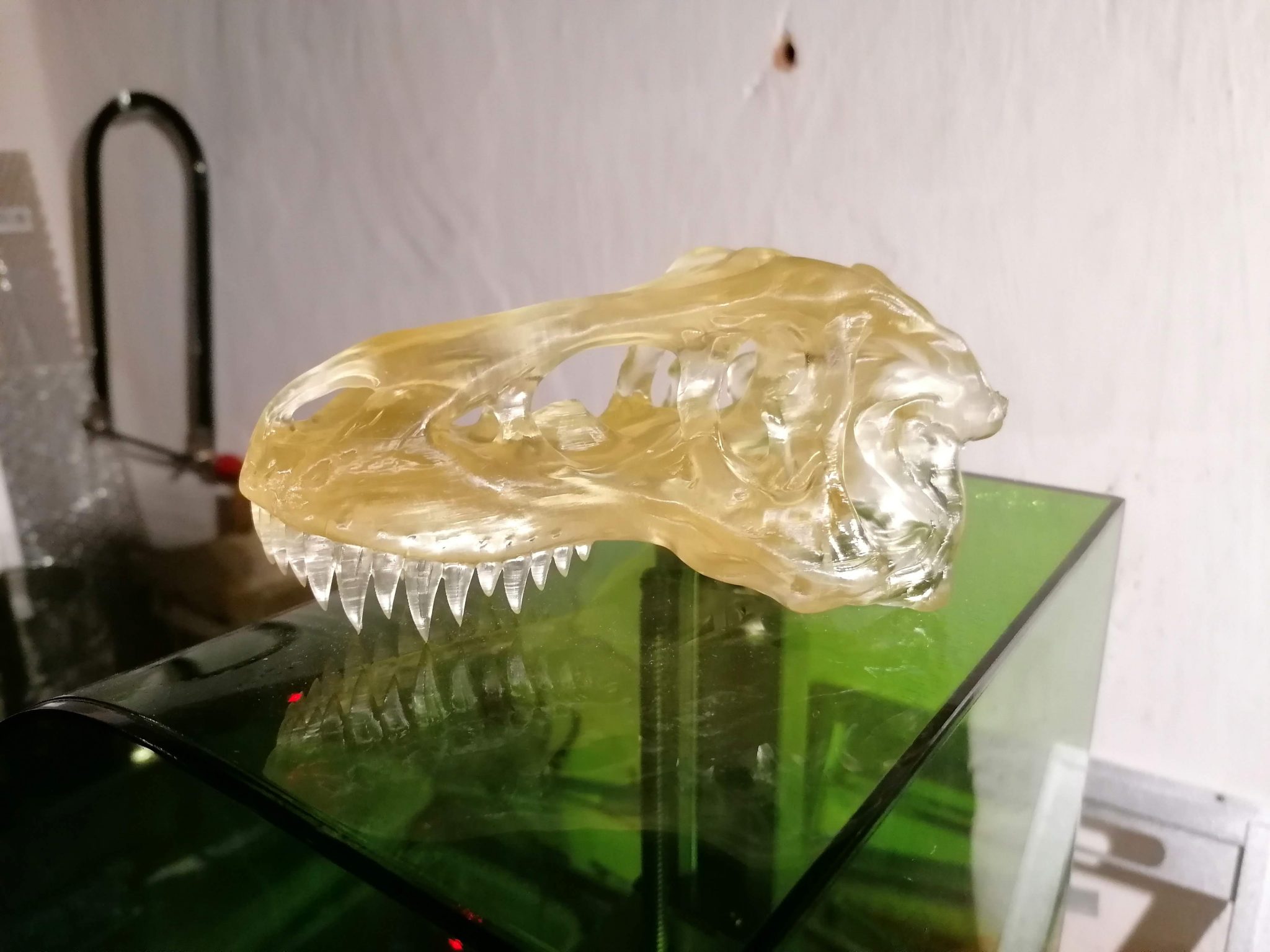
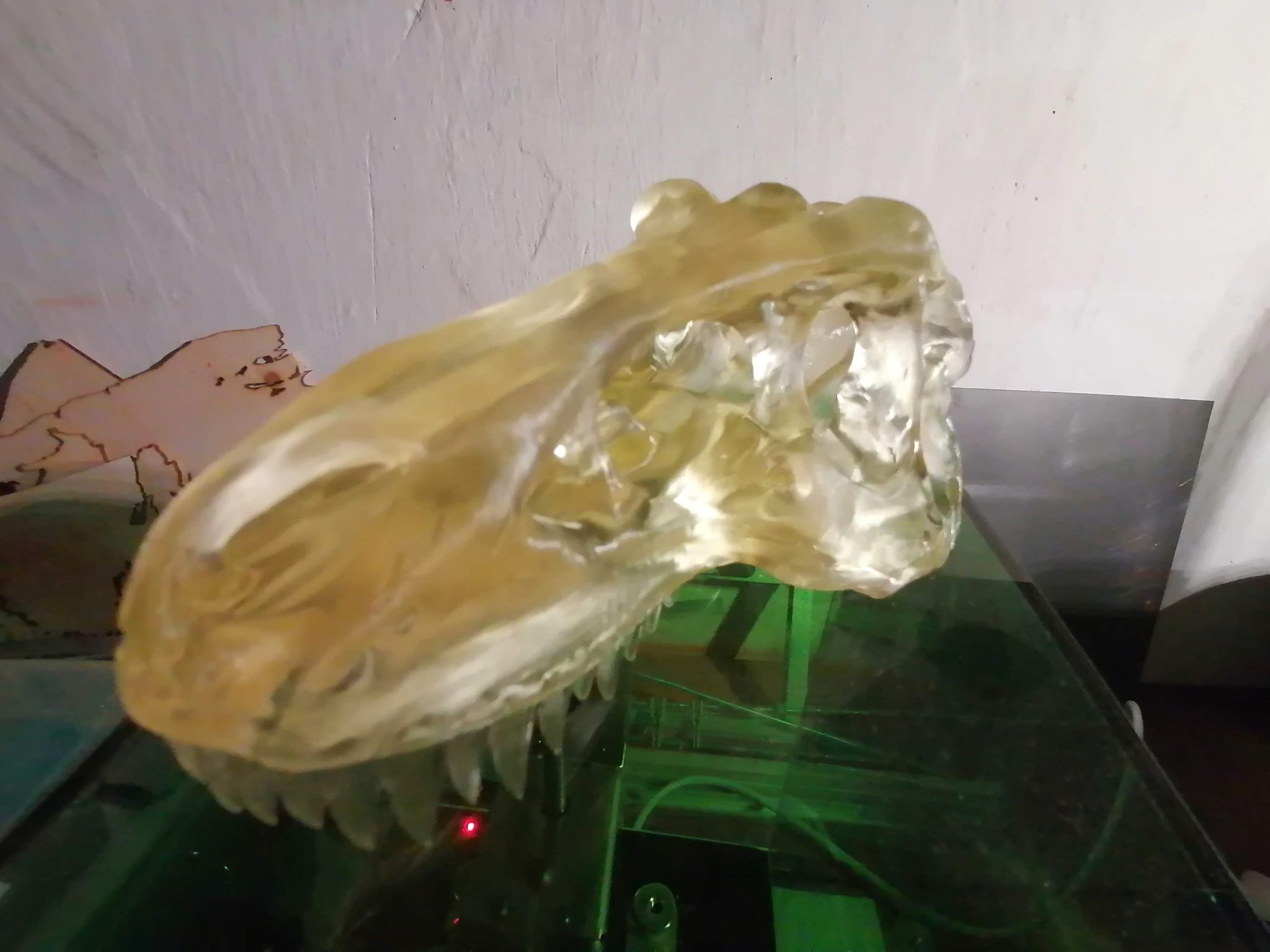
Weitere Drucke



Mods
NanoBean
Ich habe meinen Bean auf NanoDLP umgestellt. Ein GitHub User namens „NNatsios“ hat bereits eine speziell für den Kudo Bean angepasste Version in einer Repository Veröffentlicht, guckt mal <hier/>. Der Umbau ist dort auch sehr gut Dokumentiert und nicht besonders anspruchsvoll. Meine SD-Karte mit der Kudo-Octoprint-Version habe ich gut eingelagert.
VAT
Nach einer Zeit hat das Peeling bei mir nicht mehr gescheit funktioniert. Auch nachdem ich den FEP-Film getauscht habe und alles Grundgereinigt nicht. Nach kurzer Recherche im Netz habe dann bei Thingiverse ein Teil gedruckt, dass die kleinen Scharniere am Resincontainer feststellt, wodurch manche User ähnliche Probleme lösen konnten. Hat bei mir leider nicht funktioniert.
Bei einem weiteren Austausch des FEP Films, sind mir leider fünf der Einsatzmuttern für die Schrauben mit Rausgekommen. Ich habe versucht diese mit dem Lötkolben wieder einzuschmelzen, was zu Anfang auch vielversprechend aussah, doch gehalten hat das leider nicht. Ich werde also bald ein neues Resinbecken kaufen müssen.



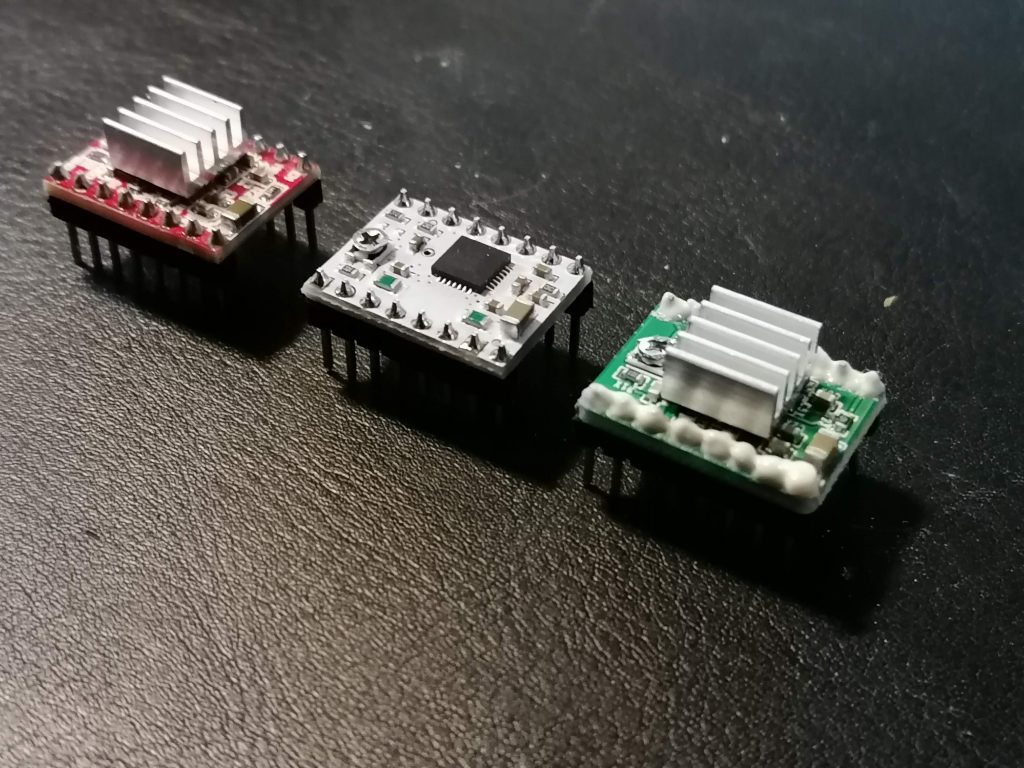
Stepper-Treiber
Im Drucker ist ein A4988. Wie oben beschrieben hatte ich ja ein Problem mit dem Peeling. Im Detail hat der Motor es nicht mehr geschafft das Druckbett anzuheben. Der Druck hat VAT und Druckbett fest zusammengehalten. Das schwächste Glied in der Kette ist bei mir der Motor, denn dieser fängt dann an zu Springen und Schritte zu verlieren.
Also habe ich zunächst versucht mit der Stellschraube auf dem Treiber (man muss den Drucker dazu fast ganz zerlegen) die Ausgangsspannung etwas zu erhöhen. Der Treiber hat einen kleinen Poti an dem man auch die Referenzspannung (Vref) messen kann. Also können wir mit einem Multimeter im Bereich 0 bis 20 V den positiven (roten) Messstab direkt an den Poti halten. Die Masse (schwarz) wird mit einer beliebigen Masse am Gerät gekoppelt. Ich habe hier eine Spannung von 0,76V gemessen.

Entsprechend der Formel für die A4988 Treiber „Ampere des Motor x 0.7 (70%) x 8 x Rs ohm = V“ sollte der Motor also mit bis zu 0,6 A versorgt werden. Rs Ohm ist dabei der eingebaute Messwiderstand.
Verbaut ist ein SL42STH40-1504A-230 wozu man nur wenig im Netz findet. Vergleichbare Bauweisen wie sie z.B. <hier/> gelistet sind, zeigen dass die Nennspannung 2,8V und die max. Stromstärke 1,68 Ampere beträgt.
Also sollte ich den Treiber auf eine Referenzspannung von 1,88 V einstellen dürfen (Angenommener Messwiderstand 0,2 Ohm). Jedoch nur unter der Annahme dass der Messwiederstand korrekt ist. (Hier gibt es welche mit 0,05 Ohm, 0,1 oder 0,2 Ohm).
Ich habe also erstmal auf 1V aufgedreht aber das Problem hat es leider immernoch nicht gelöst.
Wenn ich das ganze mal zum Widerstand auflöse (Motor Ampere Max sind 1,68 Ampere, Volt sind 0,76) dann lande ich bei 0,05 Ohm.
Also habe ich mir einen neuen Treiber gekauft (auch einen A4988) und diesen eingebaut. Hier war mir der Referenzwiderstand bekannt (0,1 Ohm) und ich konnte die Referenzspannung entsprechend einstellen. Beim Testdruck ging das ganze ziemlich gut, jedoch gab es immer noch kleine Schwierigkeiten. Auch ohne Druck gab es beim langsamen hochfahren des Druckbettes kleine Schrittverluste. Ich habe also nochmal die Anti-Backlash Mutter genau eingestellt. Diese darf wirklich gerade eben so locker sein, damit es nach links und rechts spiel gibt.
In diesem Youtube Video von Kudo 3D ab 1:35 kann man sehen was ich meine.
Als der Testdruck dann einwandfrei geklappt hat, habe ich nochmal den originalen Treiber eingesetzt und siehe da, alles funktioniert normal.
Ich gehe also davon aus, dass die Feststellung der Z-Führung sich mit der Zeit einfach gelockert hat und ich beim neu einstellen einfach nicht genau genug war.
Ressourcen
Bei GitHub hat der User „dannen“ eine Repo mit allerlei nützlichen Informationen Rund um den Kudo Bean angelegt. Diese könnt ihr <hier/> angucken.












2 Kommentare
[…] und habt es vermutlich auch im HomeAssistant eingebunden. Das gleiche wollte ich für meinen Resindrucker auch machen. Hier habe ich von der OriginalFW auf NanoDLP – genauer gesagt auf NanoBean […]
[…] nutze einen Kudo3D Bean von Kickstarter und mein selbst eingepasstes […]